§ 6. Тара в консервном производстве
Основные сведения. В консервном производстве тара необходима для фасовки продукции, транспортирования готовых консервов, доставки сырья на предприятия переработки, кратковременного или длительного хранения ягод и плодов. При выработке продуктов, требующих герметизации и стерилизации, используют металлические (жестяные и алюминиевые) и стеклянные банки, бутыли, бутылки, полимерные коробки и стаканы. При фасовке плодовых полуфабрикатов часто применяют негерметичную тару - деревянные и фанерные бочки и ящики; сушеных фруктов - ящики, фанерные барабаны, а также бумажные мешки.
Быстрозамороженные фрукты и овощи выпускают в парафинированных картонных коробках. В последнее время стали широко использовать полиэтиленовые мешки в качестве вкладышей в бочки при фасовке жидких продуктов, например пюре сульфитированное. Для упаковки и транспортирования готовой продукции, как правило, используют деревянные ящики, иногда контейнеры, картонные короба. Успешно применяют пластмассовые ящики с гнездами для банок и бутылок. Плодово-ягодное сырье перевозят в решетах, кузовках, ящиках, контейнерах.
Стеклянная тара в плодоовощной консервной промышленности занимает ведущее место, так как ее можно использовать несколько раз. Более 70% применяемых стеклянных банок имеют вместимость 650 см3. На плодоперерабатывающих предприятиях совхозов, колхозов, РАПО для выпуска консервов применяют в основном стеклянную тару. В отдельных хозяйствах, где построены заводы по переработке сырья, используют также и металлическую тару (из жести или алюминия). Перспективным направлением в производстве тары для плодоовощных консервов является замена жести и алюминия полимерными и комбинированными материалами на основе алюминиевой фольги.
Ко всем видам тары предъявляют определенные требования: она должна быть безвредной для человека, т. е. вещества, из которых сделана тара, не должны переходить в продукт и вступать в реакцию с его химическими веществами; должна быть прочной при минимальных затратах материала на ее изготовление; выдерживать нагревание при стерилизации и обеспечивать сохранность герметичности. Металлическую и однослойную полимерную тару изготавливают на консервных заводах; стеклянную, картонную, комбинированную - на специальных предприятиях.
Стеклянная тара. Большим преимуществом стеклянной тары является то, что ее можно использовать несколько раз. Стекло устойчиво к кислотам, солям и другим веществам, что позволяет фасовать в стеклянную тару любые виды продуктов. Наиболее широко распространены стеклянные банки и бутылки (рис. 8) для фасовки плодово-ягодной продукции: варенья, джемов, компотов, соков, вин и др.
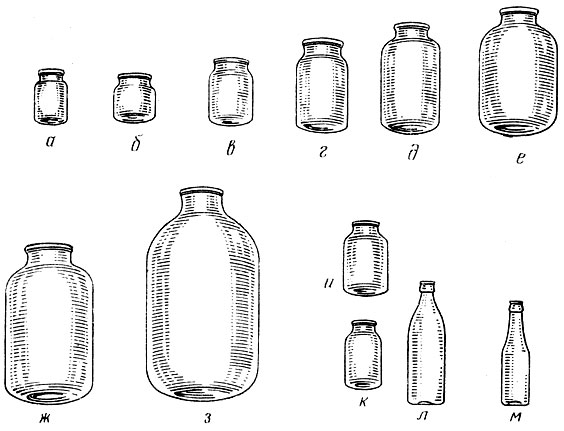
Рис. 8. Общий вид стеклотары: банки: тин I: а - 100 см3; б - 350 см3; в - 500 см3; г - 1000 см3; д - 2000 см3; е - 3020 см3; ж - 5000 см3; з - 10000 см3; тип II: и - 800 см3; тип III: к - 350 см3; бутылки: л - 500 см3; м - 200-250 см3
Стеклянные банки вырабатывают по требованиям ГОСТ 5717-81, который полностью соответствует стандартам стран - членов СЭВ. Согласно ГОСТ 5717- 81 банки бывают трех типов. В основу разделения тары на типы положен способ ее укупорки: I - обкатной, II - обжимной и III - резьбовой. Способ укупорки зависит от устройства венчика горловины банки (рис. 9, 10).
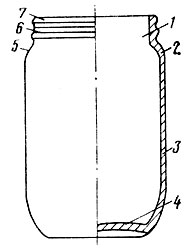
Рис. 9. Банка СКО: 1 - горло; 2 - плечико; 3 - корпус; 4 - дно; 5 - шейка; 6 - венчик; 7 - кантик
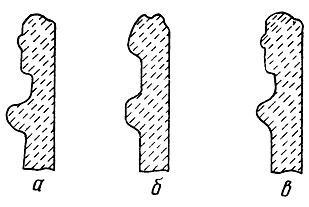
Рис. 10. Венчик горла стеклянной банки: а - I - обкатной; б - II - обжимной; в - III - резьбовой
В настоящее время применяют главным образом стеклянную тару I типа укупорки. Эта тара известна под названием СКО (стеклянная консервная обкатная). Для нее изготавливают крышки с уплотнительным резиновым кольцом. При закатывании ролик укупорочной машины загибает края крышки вокруг венчика, резиновое кольцо при этом уплотняется и обеспечивает герметизацию банки. Тара СКО обладает высокой прочностью укупорки. Метод укупорки простой, однако открывать такие банки трудно. Производительность укупорочных машин невысокая.
Тару II типа укупоривают жестяными крышками нажимом на крышку и вакуумом, который создается в стерилизованных банках после их охлаждения. Для герметизации на крышку вместо резинового кольца наносят уплотняющую пасту. Этот способ укупорки обеспечивает легкость вскрытия банки, хорошую герметизацию и сокращает бой тары. Он широко применяется за границей под названием "Еврокап" (европейская крышка).
Тару III типа укупоривают навинчиванием резьбовой крышки с уплотняющей пастой. За рубежом широко применяют банки этого типа укупорки "Твист-Офф" (открыть).
Узкогорлые бутылки укупоривают крышками с корончатыми краями (СКК - стеклотара, корончатая крышка) и корковой или полиэтиленовой прокладкой.
Крышки для всех видов стеклянной тары изготавливают из белой или лакированной жести или алюминия. Вся стеклянная тара имеет условное обозначение, которое состоит из обозначения типа, диаметра венчика горловины (мм) и вместимости банки или бутылки (см3). Например, 1-82-500, 1-82-650, Ш-68-350, 1-58-200, П-68-350 и т. д.
Стеклянные банки выпускают трех размеров венчика горловины и 12 размеров по вместимости. Размер горловины выражают в миллиметрах, и эта цифра является номером венчика горловины. Банки имеют номинальную (именную) и полную вместимость (табл. 4).
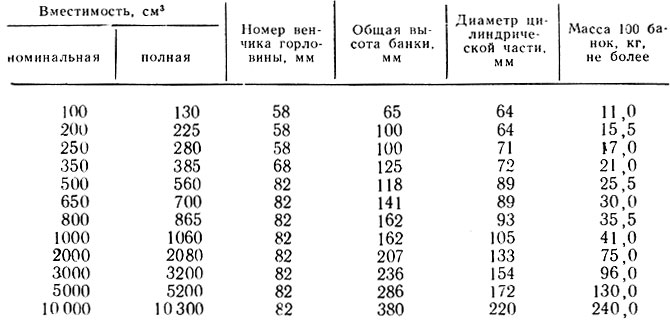
Таблица 4. Размеры и масса банок
По ГОСТ 5717-70 до 1981 года банки вместимостью 3000, 5000, 10000 см3 выпускались под названием "бутыли". Кроме того, была бутыль на 5000 см3 с номером венчика горловины 100 мм.
В соответствии с требованиями ГОСТ 24639-81 (технические условия) банки изготовляют из бесцветного (белого) или полубелого стекла. Допускаются слабые цветные оттенки: зеленоватый, голубоватый, желтоватый, сероватый. Банки должны обладать хорошей прочностью и выдерживать сопротивление усилию сжатия в направлении вертикальной оси корпуса для банок вместимостью до 2000 см3 не менее 300 кг, большей вместимостью - 500 кг, а в перпендикулярном направлении сжатия не менее 150 кг. Кроме того, банки вместимостью до 1000 см3 должны выдерживать внутреннее давление 0,4 МПа, свыше 5000 см3 - 0,15 МПа.
Стеклянные бутылки изготовляют вместимостью 500, 330 и 200 см3 из бесцветного, полубелого, зеленого и коричневого стекла. На дне банок и бутылок должны быть четкий оттиск марки завода-поставщика, номер формы и год выработки.
При изготовлении стеклянной тары возможны различные виды брака, которые делают ее непригодной для фасовки продукции:
Непровар, или рух, стекла - наличие на поверхности кристаллов, из-за чего стекло теряет прозрачность, прочность и твердость;
Пузыри - полости, заполненные газом или щелочью; щелочные пузыри имеют белесоватый налет, газовые - бесцветные. Пузыри легко разрушаются, поэтому на венчике горла их не должно быть, на стекле корпуса банки допустимы два круглых и два овальных глубинных пузыря небольшого размера;
Камни - непрозрачные посторонние включения, которых не должно быть на венчике горла;
Подпрессовка - выступы стекла, искажающие нормальную форму тары; недопустимы банки, бутыли и бутылки с подпрессовкой венчика или горла;
Посечка - капиллярные трещины стекла, снижающие его прочность.
Возможны и другие дефекты. Всю дефектную тару необходимо выбраковывать на заводе-изготовителе. Тару перед употреблением проверяют и удаляют дефектную. Затем ее моют в моечных отделениях комбината на специальных машинах. Сначала банки отмачивают в воде или 2%-ном щелочном растворе при 45...50°С, затем обрабатывают паровоздушной смесью температурой 60...65°С. После этого банки поступают в моющий раствор, нагретый до 80°С, затем их тщательно моют шприцеванием горячей водой. Ополаскивают чистой водой температурой 95°С. Затем для дезинфекции погружают в раствор хлорной извести или хлорамина, после чего ополаскивают чистой горячей водой. Перед фасовкой проводят шпарку.
Для мойки стеклянной тары применяют моющий раствор, содержащий 2,5...3% едкого натра, 1...1,5% тринатрийфосфата и 1,5...2% жидкого стекла. Температура его должна быть около 70°С, а продолжительность отмачивания 8...10 мин. Неплохие результаты дают и синтетические средства - 3,5%-ный раствор ОП-10 или ОП-7 и 1,5%-ный раствор П-16. Такие концентрации используют при мойке возвратной тары. Если тара загрязнена незначительно, концентрацию моющего раствора уменьшают вдвое. Новую чистую тару можно мыть только горячен водой.
Для мойки банок 1-82-500, J-82-1000 используют машин) СП-60М "Молдова" производительностью 3000 банок и 1 ч. Машина СП-70 предназначена для мойки банок 1-82-2000, 1-82-3000. Ее производительность 1200 банок в 1 ч Бутылки вместимостью 0,50...0,75 л моют в бутылкомоечной машине АММ-6 производительностью 6200...7500 бутылок в 1 ч.
На плодоперерабатывающих предприятиях колхозов и совхозов из-за небольшой их производительности нередко применяют моечные машины простой конструкции с использованием транспортера с гнездами, в которые устанавливают банки горлом вниз. Банки проходят через струи горячен воды, которую полают вверх и вниз. На таких моечных машинах можно мыть банки всех размеров, но производительность машин невысока из-за ручной загрузки и выгрузки банок.
Стеклянную тару перевозят в пакетах-поддонах в ящиках из гофрированного картона или дерева. Банки в пакеты-поддоны укладывают в несколько рядов с прокладкой между рядами гофрированного картона. Возможно транспортирование в вагонах и в виде штабеля, но такой способ перевозки требует дополнительных затрат ручного труда на загрузку и выгрузку тары.
Если стеклянная тара поступила на консервный завод без ящиков или пакетов-поддонов, ее укладывают в горизонтальном положении в штабеля в специально оборудованные отсеки. Бутылки укладывают друг к другу попеременно горлом и дном. В горизонтальной плоскости горла бутылок второго ряда укладывают между горлами первого ряда, третий ряд бутылок укладывают дном к дну бутылок второго ряда, горла бутылок четвертого ряда укладывают к горлам бутылок третьего ряда и т. д.
При хранении стеклотары под открытым небом из-за резких колебаний температуры, трения и ударов возможно появление микротрещин на ее поверхности. Поэтому стеклянную тару необходимо хранить только в закрытых складах. Иногда допускается хранение под навесом, закрытым с боков.
Металлическая тара. Для производства металлической тары применяют железо, алюминий и его сплавы. Тонкое листовое железо толщиной 0,19...0,38 мм называют черной жестью; для изготовления консервных банок применяют жесть луженую (белую), т. е. покрытую с обеих сторон тонким слоем олова. Металлическая тара - разового пользования, она легкая и прочная. Небольшая масса металлической тары по отношению к общей массе консервов значительно экономит транспортные за траты и складскую площадь. Применение металлической тары на консервных предприятиях значительно повышает производительность труда, сокращает затраты труда на отдельных производственных операциях.
Однако жестяная тара подвержена коррозии - окислению под воздействием окружающей среды. Это требует покрытия жести дефицитным и дорогостоящим оловом или специальными лаками.
В настоящее время применяется в основном жестяная тара. Белую жесть для консервных банок выпускают двух видов - горячего и электролитического лужения. Для изготовления консервных банок применяют жесть холодного проката марки ЖК (жесть консервная), выпускаемую промышленностью в рулонах или листах. Консервную жесть горячего лужения обозначают маркой ГЖК, а электролитического лужения - ЭЖК и ЭЖКД.
Листовую жесть выпускают размером 512×712 мм, а рулонную в виде ленты длиной 30 м и более и шириной 120...512 мм. Всю жесть выпускают под номерами, которые обозначают среднюю ее толщину. Для изготовления консервных банок используют жесть № 20, 22, 25 и 32.
Качество банок в значительной степени зависит от того, насколько тщательно проведено лужение. Олово предохраняет жесть от коррозии. В этом отношении особенно стойкой к окислению является жесть горячего лужения. Жесть электролитического лужения из-за очень тонкого слоя олова и наличия в нем пор подвержена коррозии в большей степени, особенно при консервировании сильнокислого сырья (внутренняя коррозия) или при хранении консервов в неблагоприятных условиях (внешняя коррозия).
Для предохранения от коррозии жесть покрывают пищевыми лаками и эмалями, которые не содержат вредных для человека веществ и не изменяют вкус консервов, устойчивы к нагреванию и механическим воздействиям.
При фасовке в жестяные банки продуктов с высоким содержанием белков жесть покрывают эмалями, так как лаки неустойчивы к белкам.
По способу производства жестяную тару делят на сборную и цельноштампованную, цилиндрической, прямоугольной, овальной и эллиптической формы. Самые распространенные - сборные цилиндрические банки. Они состоят из корпуса с запаянным швом и концов - донышка и крышки (рис. 11). Для герметизации корпуса и концов при их соединении применяют водно-аммиачную пасту, которую готовят из синтетического каучука с добавлением каолина (белой глины), мела, аммиака, синтетических смол.
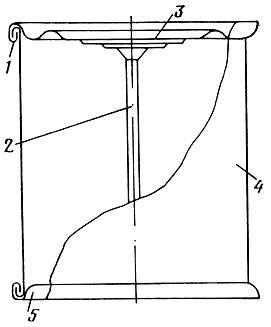
Рис. 11. Сборная цилиндрическая жестяная банка: 1 - поперечный шов; 2 - продольный шов; 3 - крышка; 4 - корпус; 5 - дно
В зависимости от размера вместимость жестяной тары колеблется (ГОСТ 5981-82). Каждый размер тары имеет номер. Для фасовки плодово-ягодной продукции используют в основном банки жестяные цилиндрической формы (табл. 5).
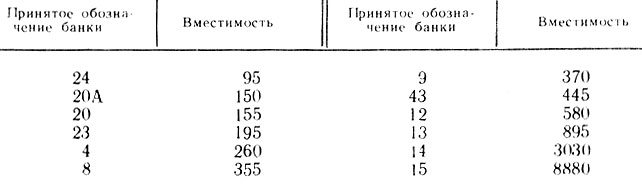
Таблица 5. Вместимость жестяной тары, см3
Банка 20А комбинированная - корпус из жести, крышка и донышко из алюминия. Она предназначена для фасовки соков и пюре-образных продуктов, банки 14 и 15 - для фасовки томата-пасты, повидла и других продуктов, которые пастеризуются при температуре не выше 100°С или фасуются горячим розливом. Остальные банки используют для фасовки любых консервов.
В последнее время более широко применяют тару из алюминия и его сплавов. Для изготовления банок используют тонкие ленты или листы лакированного алюминия, который легко штампуется, быстро прогревается при стерилизации. Для фасовки соков, джема, пюре, меда изготавливают тубы вместимостью 150...200 см3.
При изготовлении жестяной тары тщательно проверяют герметичность, правильность закатывания швов и др. Фасовки продукции в банки с плохим покрытием оловом пли лаком и помятые не допускается.
Перед использованием металлическую тару тщательно моют шприцеванием горячей водой температурой 70...80°С, а затем обрабатывают паром давлением 0,10...0,15 МПа. Для мойки пустых и наполненных фигурных и цилиндрических жестяных банок применяют банкомоечную универсальную машину МЖУ-125М производительностью 125 банок в 1 мин.
Полимерная тара. В консервной промышленности применяют тару из различных полимерных материалов. Она имеет низкую себестоимость, гигиеничная, легкая, укупорку можно проводить па машинах с высокой производительностью.
На плодоперерабатывающих предприятиях колхозов и совхозов наиболее широко используют полиэтиленовые мешки-вкладыши для деревянных или фанерных бочек, в которые фасуют пюре и другие готовые продукты. Мешки-вкладыши изготавливают из пищевого полиэтилена толщиной 100...200 пли 55...74 мкм в два слоя. Применение вкладышей снижает потери продукции в результате уменьшения впитывания ее в древесину тары, течи и остатков в бочках после выгрузки продукции.
В связи с расширением производства консервов в мелкой фасовке применяют коробки, пакеты, стаканы, банки вместимостью 30...50, 100...150 и 200...250 см3 из термостабильной пленки винипласта или пластиката (рис. 12). Получают такую тару методом непрерывного выдавливания под давлением и при температуре 120...130°С. Тара из пленки стерильна и может быть использована сразу без предварительной подготовки. Продукт подогревают до температуры 70...75°С и фасуют в тару, затем накрывают покровной полимерной пленкой или алюминиевой фольгой, герметично сваривают с коробкой и разрезают блоки на единичные упаковки (рис. 13). Покровные пленки оформляют до фасовки красочной печатью. В полимерные коробки и стаканы фасуют варенье, джем, повидло, мармелад, протертые ягоды с сахаром, мед и другие продукты.
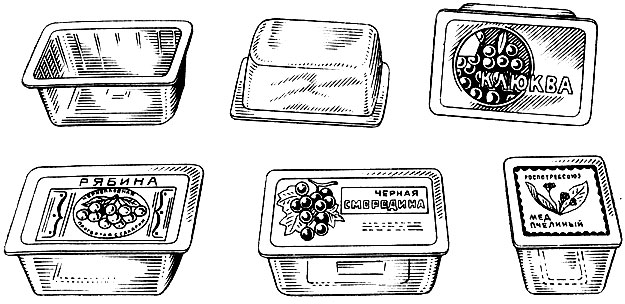
Рис. 12 Полимерная тара
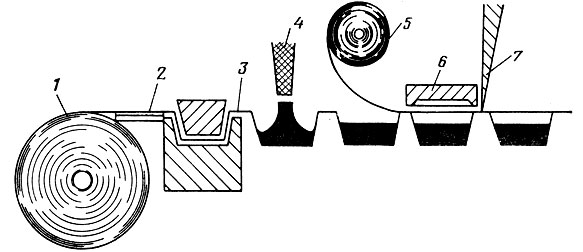
Рис. 13. Схема линии формования, наполнения и укупорки полимерной тары: 1 - рулон термостабильной пленки; 2 - зона прогрева пленки; 3 - формирование тары; 4 - наполнение тары продуктом; 5 - рулон покровной пленки; 6 - термосварка крышки с коробкой; 7 - разрезание блоков на отдельные упаковки
Для фасовки замороженных плодов и ягод, плодово-ягодных соков и других продуктов успешно применяют комбинированные пленочные материалы: многослойные полимерные пленки; пленки, включающие бумагу (картон), и пленки, включающие алюминиевую фольгу. Это лавсан, полиамид, полиэтилен, полипропилен и др.
Все полимерные материалы, применяемые для фасовки пищевых продуктов, предварительно тщательно проверяют и внедряют в производство только после разрешения Минздрава СССР. Из полимерных материалов методом литья изготавливают пластмассовые противни, лотки и ящики. Такая тара не гниет, не бьется, легко моется, имеет небольшую массу. Используют также современный тип упаковки "пакет в ящике" вместимостью от 1 до 1000 л. Состоит он из внутреннего пакета, изготовленного из многослойного пленочного материала, и внешнего ящика из гофрированного картона или полимера.
Деревянная тара. Такую тару в консервной промышленности применяют в виде бочек, барабанов, контейнеров и ящиков. Бочки используют для фасовки соков-полуфабрикатов, виноматериала, вина, сульфитированного сырья. Готовят бочки из древесины осины, липы, бука, каштана, дуба. Древесина хвойных пород хрупкая, плохо замокает в воде, поэтому изготавливать из нее бочкотару не рекомендуется.
Вместимость бочек по ГОСТ 8777-80Е 15...250 л, но наиболее распространены бочки на 50...100 л. Остов бочек делают из клепки (дощечки), донье (дно) - из клепки-донника. Клепка должна быть целой, без надломов, хорошо выструганной, влажностью не более 18%. Для фасовки варенья используют бочки не более 50 л, повидла и джема - 100 л, моченых яблок - любой вместимости.
Поступившие на плодоперерабатывающее предприятие бочки проверяют на герметичность. Для этого их наполняют чистой водой, закупоривают деревянными втулками и хранят в прохладных подвалах. Перед использованием бочки раскупоривают, моют и шпарят паром. Бочки для жидких продуктов обрабатывают через шпунтовое отверстие, не вынимая днища. Новые дубовые бочки после замачивания заливают на 1/3 объема горячим раствором 0,2%-ной кальцинированной соды, прогревают раствор до кипения паром через шпунтовое отверстие, а затем катают их 10...15 мин для перемешивания раствора. После этого бочки тщательно отмывают от соды и обрабатывают в течение 5...10 мин диоксидом серы.
Для хранения сушеной продукции изготавливают барабаны из трехслойной фанеры. Барабаны более легкие и стоят дешевле, чем деревянные бочки. Деревянные или фанерные ящики используют для фасовки цукатов, пастилы, сушеных плодов, повидла и для перевозки банок с консервами. Деревянные ящики для консервов длительного хранения делают плотными, кроме ящиков-клеток для транспортирования стеклянных бутылей или банок большой вместимости. Все требования к деревянным ящикам отражены в ГОСТ 13358-84 "Ящики дощатые для консервов". Здесь же указано, для каких видов продукции они предназначены.
Картонная тара. Она в 5 раз легче деревянной, дешевле, транспортируется в сложенном виде. Ее можно легко и быстро собирать из заготовок, производство которых налажено на поточных линиях. Картонную тару можно использовать только один или два раза. Ее успешно применяют для упаковки консервов и консервной жестяной или стеклянной тары, хранении свежих и свежезамороженных плодов и ягод. Для консервов ее делают из трехслойного гофрированного картона. Внутрь коробки для прочности вкладывают прокладки из гладкого или гофрированного картона. Вместимость таких коробок 18...20 кг (ГОСТ 13516-72).
Коробки для фасовки свежезамороженных плодов и ягод делают из тонкого (0,40...0,45 мм) парафинированного картона. Вначале делают заготовки, а в дальнейшем непосредственно перед использованием из заготовок быстро собирают коробки. Вместимость коробок в зависимости от их назначения 200...1000 г. В этих же коробках можно замораживать плоды и ягоды в морозильных аппаратах. Коробки с замороженными продуктами укладывают в картонные ящики. Крышки (клапаны) ящиков или больших коробок с консервами или свежезамороженными продуктами заклеивают гуммированной (клейкой) лептой.
Техника безопасности при мойке тары. При мойке тары необходимо следить за тем, чтобы вода не разбрызгивалась на пол и в стороны, не засорялись трапы, отводящие отработанные воды от моечных машин и чанов. Ванны для мойки тары заполняют водой на 150 мм ниже верхнего края бортов ванны. Если тару моют вручную, то температура воды должна быть не выше 40°С. Бой стеклянной тары немедленно собирают в особый ящик и отвозят в специальные закрома на территории предприятия. Деревянную тару (бочки, ящики) шпарят паром только на механизированных транспортерах обязательно с закрытой зоной шпарки. Рабочие места нельзя располагать вблизи выхода пара. Отработанный пар удаляют по закрытому каналу. Раствор для мойки бочек и кипячения воды паром необходимо подогревать в стационарной установке с применением закрытых змеевиков. Применять гибкий резиновый шланг для подачи пара запрещается. Помещения для мойки тары должны иметь хорошую вентиляцию. Моечное отделение необходимо регулярно освобождать от тары, не допуская загромождения проходов.
Контрольные вопросы
1. Какие виды упаковки применяют для фасовки консервной продукции? 2. Каковы основные преимущества и недостатки металлической тары? 3. От него происходит коррозия жестяной тары и каковы меры борьбы с ней? 4. Каковы основные преимущества и недостатки стеклянной тары? 5. Как обозначают стеклянную тару? 6. Каковы основные дефекты стеклянной тары? 7, Какие условия необходимы для хранения стеклянной тары и как ее подготавливают перед фасовкой продукции? 8. Какие существуют виды полимерной тары и как ее применяют? 9. Какую продукцию фасуют в бочки, ящики, барабаны и как подготавливают бочки к фасовке продукции? 10. Для какой продукции применяют картонную тару? 11. Какова должна быть техника безопасности при подготовке тары?
Практикующий сертифицированный специалист - обучение Hazop методике оценки рисков на предприятии
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://konservirovanie.su/ 'Консервирование и переработка'