§ 1. Тара для консервов
Для расфасовки стерилизованных консервов обязательно должна применяться герметичная тара, что следует из самого принципа консервирования. Такой тарой являются обычные жестяные и стеклянные банки, укупориваемые жестяными крышками. В последние годы в промышленности появились алюминиевые консервные банки, а также стеклянные банки с алюминиевыми крышками. Некоторые продукты консервируют в пленочной таре из полиэтилена или из других пластических материалов.
Жестяные банки
Жестяная тара наиболее распространена в консервной промышленности. Для ее изготовления применяют так называемую белую жесть, т. е. тонкое листовое железо, покрытое с обеих сторон слоем олова. Для изготовления консервных банок применяют жесть толщиной 0,20-0,35 мм. Крупные банки изготовляют из более толстой жести. Толщина жести условно обозначается ее номером, который равен числу сотых долей миллиметра. Например, жесть толщиной 0,27 мм соответствует № 27.
Жесть выпускается металлургической промышленностью в виде листов стандартных размеров (512×712 мм) или в виде длинных лент определенной ширины, свернутых в рулон (ширина лент бывает разная - от 120 до 512 мм).
Для лужения жести применяют чистое олово, которое покрывает всю поверхность листа очень тонким, непрерывным слоем. Для изготовления консервной тары применяют жесть марки ЖК (консервная). По толщине слоя олова (полуды) жесть делится на три класса: 1 класс - 0,39-0,45 г полуды на 100 см2 листа с обеих сторон; 2 класс - 0,28-0,39 и 3 класс - 0,23-0,27.
Белая жесть является хорошим материалом для изготовления банок под многие виды консервов - овощных, фруктовых и т. д. Однако оловянное покрытие недостаточно защищает от наружного ржавления поверхность жестяных банок, если они хранятся во влажных помещениях, кроме того, это покрытие не является надежной защитой от внутреннего ржавления, если сами консервы содержат значительное количество кислот, усиливающих коррозионные процессы, или белковых веществ, наличие которых приводит к образованию тонкой "мраморной" синевато-коричневой пленки на внутренней поверхности банок. Тонкая пленка не содержит вредных для организма человека веществ, но придает непривлекательный вид банке.
Поэтому наряду с обычной белой жестью в промышленности используется также лакированная жесть. Ее получают, покрывая луженую или черную (нелуженую) жесть тонким слоем специальных пищевых лаков или эмалей. Лакированная жесть пригодна, как правило, для банок, используемых под любые виды консервов.
Жестяные банки по конструкции вырабатывают двух типов - сборные (рис. 20) и цельнотянутые, а по форме - цилиндрические и фигурные (прямоугольные, овальные и др.).
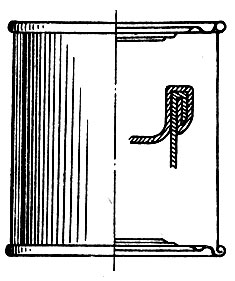
Рис. 20. Общий вид сборной жестяной банки (справа показан разрез фальца)
Сборные банки состоят из корпуса и двух "концов", т. е. донышка и крышки, одинаковых по форме и размерам. При изготовлении сборных банок жесть сначала сортируют по качеству и толщине. Одновременно отбраковывают листы с дефектами (ржавчина, непролуженные пятна, трещины). Затем жесть нарезают с помощью специальных металлических ножниц на бланки, из которых затем на автоматической машине получают корпуса с прочным швом "взамок" (рис. 21). Шов запаивают на той же машине сплавом, состоящим из олова (40%) и свинца (60%) так, чтобы сплав не образовывал наплывов на внутренней поверхности банки и обеспечивал герметичность. У готового корпуса банки на стенке разбортовывают края (фальцы) для прикрепления донышек и крышек. Крышки и донышки штампуют на прессах. Для обеспечения достаточной упругости и жесткости им во время штамповки придают рельеф. Затем на края каждой крышки и донышка наносят тонкую пленку (прокладку) из заранее приготовленной пасты, которая состоит из натурального и синтетического каучука, растворенного в чистом специального качества бензине (бензопаста) или в казеинате аммония (водно-аммиачная паста). Жидкую пасту наливают специальным приспособлением на заранее загнутые (завитые) края донышек. Нанесенная паста после высушивания образует тонкую равномерную эластичную пленку по всей периферии донышка в виде кольца.
Рис. 21. Поперечный разрез корпуса сборной жестяной банки со швом 'взамок'
На донышках при штамповке ставят условные знаки, по которым определяют время и место изготовления банок. Например, № 758 означает, что банка изготовлена на консервном заводе № 75 в 1968 г. (пишется последняя цифра года). На крышках при их штамповке никаких знаков не наносят, а маркируют их при изготовлении консервов, перед укупоркой банок. Например, 213И007 означает, что консервы изготовлены во 2-ю смену (первая цифра), 13 числа (вторая и третья цифра), в августе (И - восьмая буква алфавита, не считая буквы З, которая исключена, так как похожа на цифру 3). Последние три цифры 007 - условный ассортиментный номер консервированной кукурузы.
Донышко прикатывают к корпусу на автоматических закаточных машинах. Каучуковая прокладка заполняет все мельчайшие неплотности и обеспечивает полную герметичность банки.
Цельноштампованные банки изготовляют на специальных прессах, благодаря которым корпус банки получается без шва и вместе с дном. Крышки для этих банок изготовляют и прикатывают так же, как описано выше.
Из алюминия также изготовляют цельноштампованные банки. Для этой цели применяют алюминий толщиной 0,5 мм, обязательно лакированный.
В консервной промышленности применяют жестяные банки различных размеров. Всего, согласно действующему стандарту, предусмотрено 30 видов различных жестяных банок.
В табл. 2 приведена характеристика цилиндрических банок, наиболее широко применяемых в консервной промышленности.
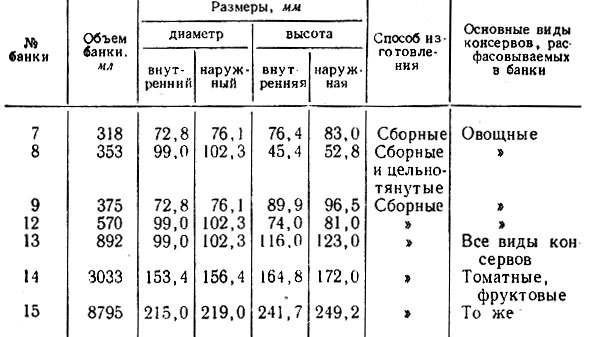
Таблица 2. Характеристика цилиндрических жестяных банок
Стеклянные банки
В нашей консервной промышленности стеклянная тара получила очень большое распространение. Стеклянные банки имеют следующие преимущества перед металлическими: их легко можно мыть и содержать в надлежащем санитарном состоянии; они не подвергаются коррозии (ржавлению) и вообще весьма устойчивы ко всем химическим воздействиям; их можно использовать для расфасовки консервов многократно (в нашей стране организована широкая сеть пунктов, принимающих от населения возвратную консервную стеклотару). Так как стекло очень стойко к действию кислот, белков и других веществ, в стеклянной таре можно вырабатывать любые консервы, не опасаясь ухудшения качества продукта. Однако стеклотара имеет и недостатки - гораздо больший по сравнению с металлическими вес самих банок при одинаковой емкости, значительная хрупкость и нестойкость как к механическим ударам, так и к температурным перепадам. Тем не менее принятая форма стеклянных банок (особенно плавные переходы от стенок к дну и к горловине и отсутствие острых углов) обеспечивает достаточную термоустойчивость. Поэтому банки и бутылки сравнительно хорошо выдерживают нагревание и охлаждение, применяемые при работе с ними, не растрескиваясь при этом. Для укупорки стеклянных консервных банок применяют металлические крышки, чаще всего жестяные или алюминиевые.
Существует несколько типов стеклянной консервной тары по способу ее укупорки. В зависимости от принятого способа меняется конструкция горловины банок. В нашей промышленности в настоящее время общепринятым является способ укупорки СКО (стеклянная консервная обжимная).
На рис. 22 показан общий вид такой банки, на рис. 23 - разрез, а на рис. 24 - металлические крышки и резиновые кольца, т. е. прокладки, помещающиеся в крышке и обеспечивающие герметичность банок после их укупорки.
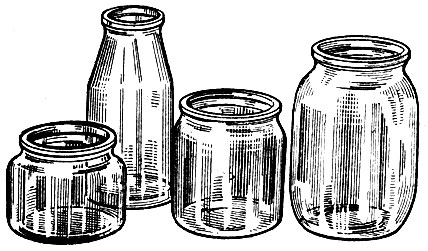
Рис. 22. Общий вид стеклянных консервных банок СКО
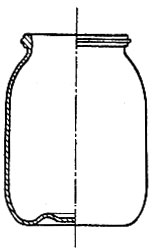
Рис. 23. Разрез стеклянной консервной банки СКО
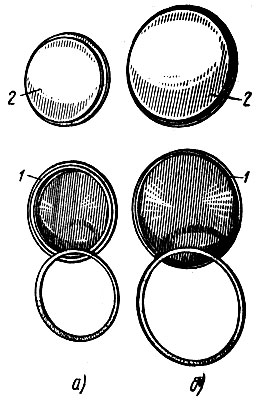
Рис. 24. Жестяные крышки и кольца к ним для укупорки стеклянных банок: а - крышка диаметром 70 мм и резиновое кольцо к ней, б - крышка диаметром 83 мм и резиновое кольцо к ней; 1 - вид снизу, 2 - вид сверху
В табл. 3 приведена характеристика стеклянных банок и бутылок СКО, применяемых в плодоовощной консервной промышленности.
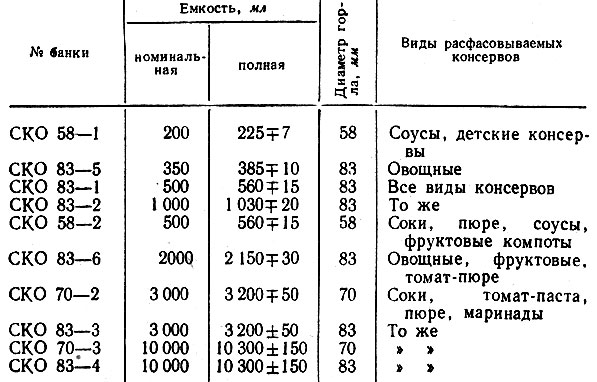
Таблица 3. Характеристика стеклянных банок и бутылок СКО
Наиболее часто для расфасовки плодоовощных консервов применяют стеклянные банки емкостью 0,6 л (СКО 83-1) и 1,0 л (СКО 83-2), а также двух- и трехлитровые.
Как видно из таблицы, несмотря на многообразие банок по емкости, для укупоривания применяют крышки только трех размеров по диаметру: 58, 70 и 83 мм. Это удобно для работы, так как одинаковыми крышками (например, с диаметром 83 мм) можно укупоривать шесть различных видов банок.
Стандартом предусмотрено, что разница в диаметрах горла банки, измеренных по двух взаимно перпендикулярным направлениям, или так называемая овальность горла, не должна превышать 1 мм. При большей овальности может образоваться брак при работе укупорочных машин: бой и растрескивание банок при увеличенном диаметре и негерметичность укупорки при уменьшенном.
Для укупорки стеклянных банок металлическими крышками применяют различные по конструкции и производительности закаточные машины. Для заводов малой производительности подходит закаточная машина марки МЗ-1 (рис. 25). Машина пригодна для укупорки банок емкостью до 1 л. Подача банок на нижний патрон ручная, производительность 20-25 банок в 1 мин.
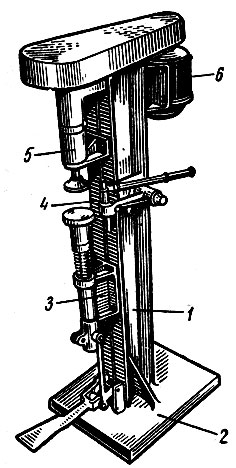
Рис. 25. Закаточная машина МЗ-1 для укупорки стеклянных банок: 1 - стойка, 2 - плита, 3 - кронштейн, 4 - закаточный ролик, 5 - шпиндель, 6 - привод
Для укупорки трехлитровых бутылей СКО 83-3 применяют полуавтоматическую закаточную машину ПЗМ-3, имеющую производительность 20 бутылок в 1 мин. Машина пригодна для укупорки и более мелкой стеклотары. На средних и крупных консервных заводах целесообразнее использовать автоматические закаточные машины Машина КЗД пригодна для укупорки стеклянных банок емкостью не выше 0,5 л и имеет производительность 60-80 бутылок в 1 мин. Машина ЗС-12 "Семилетка" (рис. 26) рассчитана на укупорку банок до 1 л и имеет производительность до 125 бутылок в 1 мин.
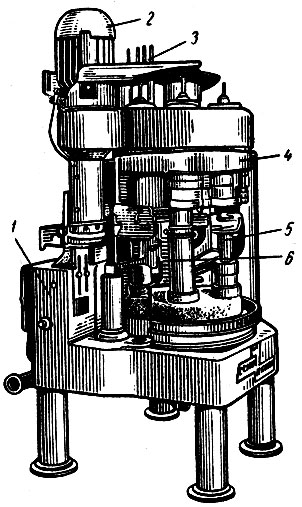
Рис. 26. Автоматическая закаточная машина ЗС-12 'Семилетка' (И9КЗС-12): 1 - станина, 2 - привод, 3 - магазин крышек, 4 - закаточная головка, 5 - подъемный столик, 6 - карусель
В соответствии с требованиями технологии производства многих консервов банки следует укупоривать под вакуумом (разрежением). Для этой цели рекомендуются следующие машины: автоматическая паровая вакуум-закаточная машина АЗМ-311 (рис. 27) производительностью 60-70 банок в 1 мин, пригодная для укупорки всех видов стеклобанок емкостью до 1 л; автоматическая вакуум-закаточная машина 6с7-1 производительностью до 1251 банок в 1 мин.
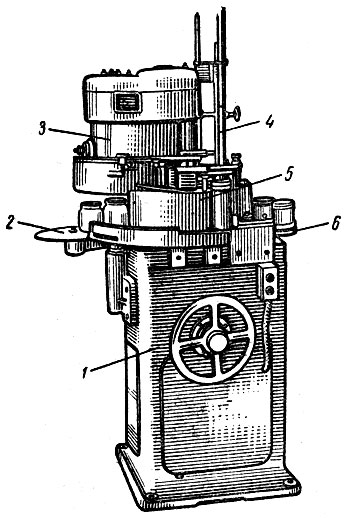
Рис. 27. Автоматическая вакуум-закаточная машина АЗМ-311: 1 - станина, 2 - механизм отвода банок, 3 - закаточная головка, 4 - магазин крышек, 5 - паровая камера, 6 - механизм подачи банок
Кроме стеклянных широкогорлых банок, в консервной промышленности для розлива соков применяют узкогорлые бутылки емкостью 0,2; 0,25 и 0,5 л, укупориваемые жестяными корончатыми крышками (СКК) с пробковыми или пластмассовыми прокладками для герметизации.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://konservirovanie.su/ 'Консервирование и переработка'